

I vilken kolvförbränningsmotor som helst finns det en del som förbinder kolven med vevstakens övre huvud - kolvtappen.Allt om kolvstift, deras designegenskaper och installationsmetoder, samt korrekt val och byte av olika typer av stift beskrivs i detalj i artikeln.
Vad är en kolvtapp
Kolvtappen (PP) är en komponent i kolvgruppen i förbränningsmotorn;ihålig stålcylinder, med vars hjälp kolven och vevstaken är gångjärnsförsedda.
I fram- och återgående förbränningsmotorer utförs överföringen och omvandlingen av krafter som härrör från förbränningen av bränsle-luftblandningen i cylindern av en kolvgrupp och en vevmekanism.Huvuddelarna i dessa system inkluderar en kolv och en vevstång med en gångjärnsled, på grund av vilka det är möjligt att avvika vevstångsaxeln från kolvens axel när den är mellan övre och nedre dödpunkten (TDC och TDC).Gångjärnsanslutningen av kolven och vevstaken är implementerad med en enkel del - en kolvtapp.
Kolvtappen löser två nyckeluppgifter:
● Fungerar som ett gångjärn mellan kolven och vevstaken;
● Ger överföring av krafter och vridmoment från vevstaken till kolven vid start av motorn och från kolven till vevstaken när motorn är igång.
Det vill säga, PP förbinder inte bara kolven och vevstaken till ett enda system (som också inkluderar vevaxeln), utan säkerställer också generellt den samordnade driften av kolvgruppen och motorvevmekanismen.Därför påverkar eventuella funktionsfel eller slitage på fingret driften av hela kraftenheten negativt, vilket kräver snabb reparation.Men innan du köper nya kolvstift bör du förstå deras design och vissa funktioner.
Typer, anordningar och egenskaper hos kolvstift
Alla för närvarande använda kolvtappar har i stort sett samma design: i allmänhet är det en ihålig stålstång med relativt tunna väggar installerade i kolvnabbarna och det övre vevstakehuvudet.Vid ändarna av stiftet avlägsnas avfasningar (extern och intern), vilket säkerställer enkel installation av delen i kolven eller vevstaken, och även förhindrar skador på andra delar vid oavsiktlig kontakt med dem.
Samtidigt kan olika hjälpelement utföras i fingrarna:
● Föra in de inre väggarna i en kon från mitten till utsidan för att lätta fingret samtidigt som det behåller dess styrka;
● Interna ringbälten i den centrala delen av fingret för att härda det;
● Tvärgående hål i sidled för styv fixering av stiftet i kolvnabben.
Kolvstift är gjorda av mjukt strukturellt kol (15, 20, 45 och andra) och vissa legerade (vanligtvis krom 20X, 40X, 45X, 20HNZA och andra) stål.Den yttre ytan och ett litet bälte i änden av delar gjorda av mjukt stål uppkolas och kyls till ett djup av 1,5 mm tills en hårdhet på 55-62 HRC uppnås (medan det inre lagret har en hårdhet i intervallet 22- 30 HRC).Delar gjorda av medelstora kolstål är vanligtvis härdade med högfrekventa strömmar.Efter värmebehandling utsätts den yttre ytan av PP för slipning.Härdning av delen ger hög motståndskraft på dess yttre yta mot slitage, medan viskositeten hos väggens inre lager behåller fingrets förmåga att motstå stötbelastningar och vibrationer.Ytslipning eliminerar områden med farliga påfrestningar, som under motordrift kan leda till nötning, härdning eller till och med förstörelse av delar.
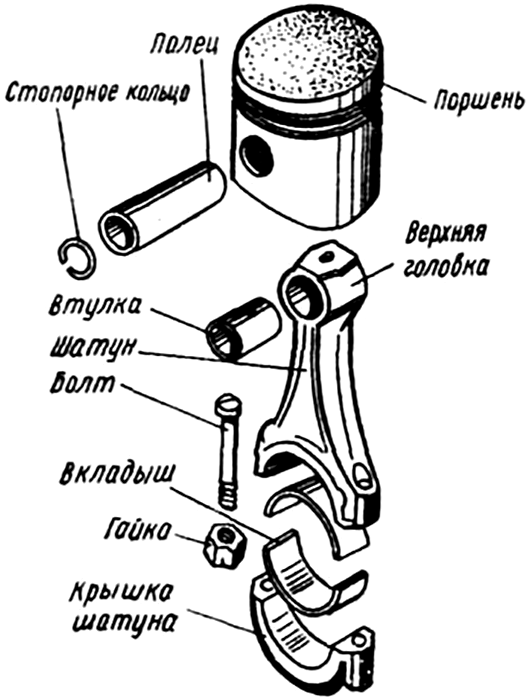
Typisk kolvkonstruktion med vevstång
Som redan nämnts är kolvtappen placerad i kolven och vevstakens övre huvud, vilket förbinder dessa delar till ett system.I kolven för denna del finns två förlängningar med tvärgående hål - bossar.Det finns två designalternativ för gångjärnet mellan kolven och vevstaken:
● Med ett "flytande" finger;
● Med ett finger intryckt i vevstaken.
Det andra schemat är enklast implementerat: i det här fallet pressas PP in i det övre (ett stycke) huvudet på vevstaken, vilket förhindrar dess axiella förskjutning, och i kolvens utsprång är det placerat med ett visst gap , vilket gör det möjligt att vrida kolven i förhållande till PP under driften av kraftenheten i alla lägen.Spalten ger också smörjning av gnidningsdelar (även om på grund av det lilla gapet fungerar fingret och ytorna på bossarna i kontakt med det alltid i otillräckligt smörjläge).Detta system användes på inhemska bilar VAZ-2101, 2105, 2108, det används ofta på moderna modeller av utländsk produktion.
Det "flytande" fingerschemat är mer komplext, eftersom det har flera hjälpdelar.I detta schema är PP med ett litet mellanrum installerat i båda delarna - både i kolvbossarna och i det övre vevstångshuvudet, detta säkerställer dess fria rotation under motordrift.För att förhindra axiell förskjutning av fingret används fjädrande låsringar, placerade tvärs över hålen i utsprången - de fungerar som stopp för PP och förhindrar att den faller ut.Ringarna kan vara gjorda av fjädertråd med cirkulärt tvärsnitt eller stansade av plåt.I det senare fallet har delarna ett rektangulärt tvärsnitt och hål för verktyget finns i båda ändarna för att underlätta installation och borttagning av ringarna.
I vissa fall används låssvampar eller pluggar, de är gjorda av mjuk metall, så de skadar inte cylinderspegeln när de kommer i kontakt med den.Pluggar används i tvåtaktsmotorer med ett visst arrangemang av insugs- och avgasfönster, vilket förhindrar oönskat gasflöde mellan dem.Ibland används den för att fixera delen med en skruv som skruvas in i den nedre delen av bommen och i hålet i slutet av PP.
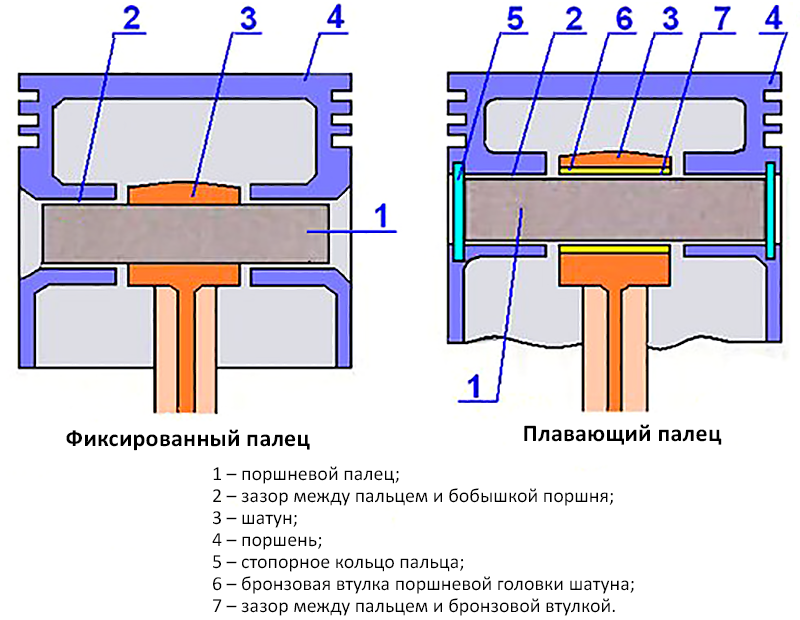
Fasta och flytande kolvstift
PP, oavsett installationsmetoden, kan ha en förskjutning i förhållande till kolvens axel som når en och en halv eller fler millimeter.Denna förskjutning syftar till att minska de dynamiska belastningar som kolven, PP och vevstakshuvudet utsätts för under TDC och TDC.Kolven i sin rörelse till TDC och till TDC pressas mot cylinderns ena vägg, vilket också leder till att PP pressas mot ena väggen av hålen inuti utsprången.Som ett resultat finns det krafter som gör det svårt att vrida PP i de matchande delarna, och när du passerar TDC och TDC kan svängen ske abrupt - detta händer med ett slag, vilket manifesteras av en karakteristisk knackning.Dessa faktorer elimineras exakt genom att installera PP i kolven med viss axelförskjutning.
Hur man väljer och byter kolvtapp
Under driften av motorn, särskilt i alternerande lägen, utsätts fingrarna för betydande belastningar, de slits ut, kan deformeras och kräver byte.Behovet av att byta ut fingrarna indikeras av försämringen av kompressionen och en minskning av motorns dynamiska egenskaper, vilket dessutom manifesteras av en karakteristisk knackning.
Reparation av kraftenheten i detta fall reduceras till utbyte av fingrar, och ibland matchande delar - vevstångshuvudbussningar i system med "flytande" PP, ringar och andra.Valet av nya fingrar och andra delar utförs enligt reparationsmåtten.Till exempel, för de flesta hushållsmotorer erbjuds delar av tre reparationsstorlekar, som skiljer sig med 0,004 mm (till exempel använder VAZ-motorer ofta stift med en diameter på 21,970-21,974 mm (1:a kategori), 21,974-21,978 mm (2:a kategori) och 21.978-21.982 mm (3:e kategori)).Detta gör det möjligt att välja stift med olika diametrar, med hänsyn tagen till ökningen av diametrarna för hålen i de matchande delarna på grund av slitage och efterföljande borrning.Borrning utförs alltid för samma reparationsdimensioner, och om slitaget på delar överstiger de angivna intervallen, måste de bytas ut.
Som regel säljs fingrar i set (2, 4 eller fler stycken), ibland tillsammans med låsringar och andra delar.
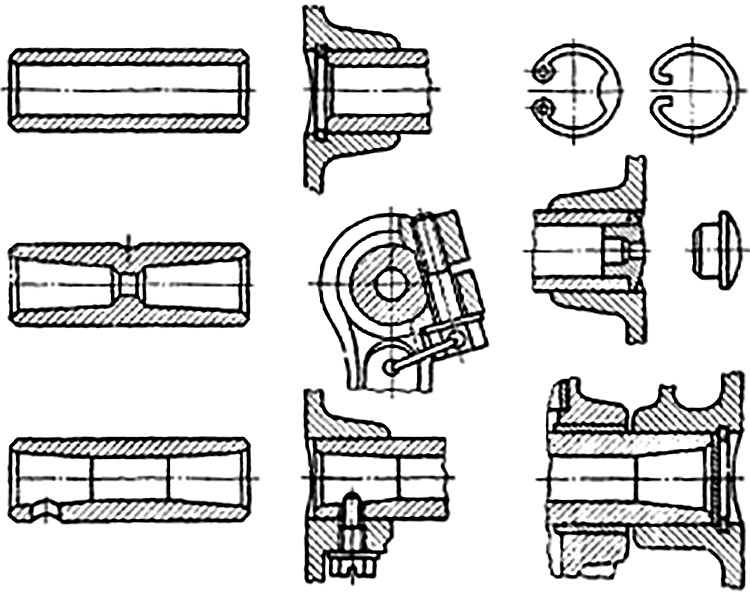
Kolvstift av olika typer och metoder för deras fixering i kolven
Vid reparation av en kolvgrupp med "flytande" stift finns det ingen anledning att använda specialutrustning - installationen av delar i bossarna och vevstångshuvudet utförs med handkraft.Om fingret ändras med fixering i vevstaken, måste du använda en speciell enhet för att pressa och pressa PP (i det enklaste fallet kan dessa vara bussningar och stavar, men proffs använder mer komplexa mekaniserade enheter som liknar ett skruvstycke ).
I vissa fall utförs installationen av den "flytande" PP i utsprången också i interferens, för detta värms kolven i vatten eller annan vätska till 55-70 ° C före installation.Faktum är att en aluminiumkolv expanderar snabbare än en stålstift, så på en ouppvärmd motor ökar gapet mellan delarna och en knackning uppstår.När du installerar PP i interferensen uppstår gapet endast när motorn värms upp, vilket förhindrar inverkan av delar och följaktligen knackning.
Det bör noteras att arbetet med att byta ut kolvstiften kräver betydande demontering av motorn, så det är bättre att utföra dem med lämplig erfarenhet eller lita på proffs.Endast med rätt val av fingrar och korrekt reparation kommer kolvgruppen att fungera tillförlitligt och effektivt, vilket säkerställer hög prestanda hos kraftenheten.
Posttid: 2023-jul-11