

Vid driften av vevmekanismen för kolvmotorer spelas en av nyckelrollerna av de delar som förbinder kolvarna och vevaxeln - vevstakar.Läs om vad en vevstake är, vilka typer dessa delar är och hur de är ordnade, samt korrekt val, reparation och byte av vevstakar i den här artikeln.
Vad är en vevstake och vilken plats tar den i motorn?
Vevstången är en komponent i vevmekanismen för kolvförbränningsmotorer av alla typer;En löstagbar del utformad för att ansluta kolven till motsvarande vevaxeltapp.
Denna del utför flera funktioner i motorn:
● Mekanisk anslutning av kolven och vevaxeln;
● Överföring från kolven till vevaxeln av momenten som uppstår under arbetsslaget;
● Omvandling av kolvens fram- och återgående rörelser till rotationsrörelse av vevaxeln;
● Smörjmedel tillförs till kolvtappen, kolvväggarna (för ytterligare kylning) och cylindern, samt till timingdelar i kraftenheter med lägre kamaxel.
I motorer är antalet vevstakar lika med antalet kolvar, varje vevstake är ansluten till kolven (genom en bronshylsa och stift), och den nedre delen är ansluten till motsvarande vevaxeltapp (genom glidlager).Som ett resultat bildas en gångjärnsförsedd struktur, vilket säkerställer fri rörelse av kolven i ett vertikalt plan.
Vevstakar spelar en viktig roll i driften av kraftenheten, och deras sammanbrott inaktiverar ofta motorn helt.Men för rätt val och byte av denna del är det nödvändigt att förstå dess design och funktioner.
Typer och utformning av vevstakar
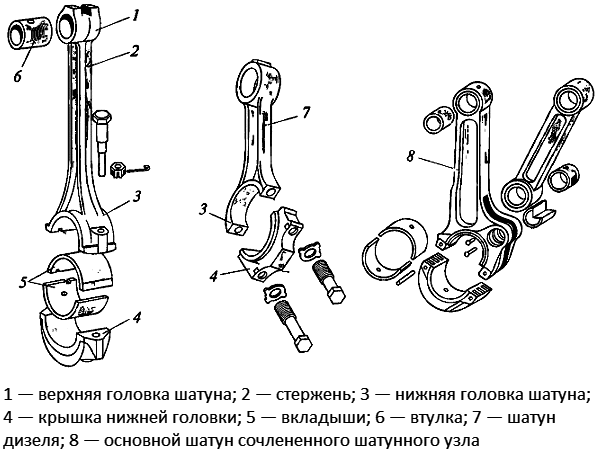
Idag finns det två huvudtyper av vevstakar:
● Standard - konventionella vevstakar som används i alla typer av kolvmotorer;
● Parat (ledad) - en enhet som består av en konventionell vevstake och en vevstång som är gångjärn utan vevhuvud, sådana enheter används i V-formade motorer.
Utformningen av förbränningsmotorns vevstakar är etablerad och praktiskt taget till perfektion (så långt som möjligt med den moderna teknikutvecklingen), därför, trots det enorma utbudet av motorer, är alla dessa delar arrangerade på samma sätt.
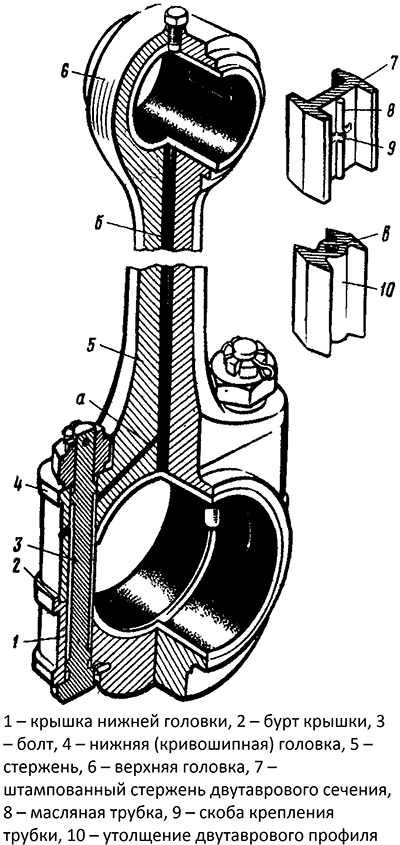
Vevstången är en hopfällbar (komposit) del, i vilken tre delar urskiljs:
● Stång;
● Kolvhuvud (övre);
● Vev (botten) med avtagbar (avtagbar) kåpa.
Stången, det övre huvudet och hälften av det undre huvudet är en del, alla dessa delar bildas på en gång vid tillverkningen av vevstaken.Kåpan på det nedre huvudet är en separat del som är ansluten till vevstaken på ett eller annat sätt.Var och en av vevstakens delar har sina egna designegenskaper och funktionalitet.
Vevstake design
Stav.Detta är grunden för vevstaken som förbinder huvudena och säkerställer kraftöverföringen från kolvhuvudet till veven.Stångens längd bestämmer höjden på kolvarna och deras slaglängd, såväl som motorns totala höjd.För att uppnå den erforderliga styvheten är olika profiler fästa på stängerna:
● I-balk med arrangemanget av hyllor vinkelrätt eller parallellt med huvudens axlar;
● Korsformad.
Oftast ges stången en I-balkprofil med ett längsgående arrangemang av hyllor (till höger och vänster, om du tittar på vevstaken längs huvudens axlar), resten av profilerna används mindre ofta.
En kanal borras inuti stången för att tillföra olja från det nedre huvudet till det övre huvudet, i vissa vevstakar görs sidoböjar från den centrala kanalen för att spraya olja på cylinderväggarna och andra delar.På I-balksstänger, istället för en borrad kanal, kan ett oljetillförselrör av metall anslutet till stången med metallfästen användas.
Vanligtvis är staven märkt och märkt för korrekt installation av delen.
Kolvhuvud.Ett hål är hugget i huvudet, i vilket en bronshylsa pressas in, som spelar rollen som ett glidlager.En kolvtapp är installerad i hylsan med ett litet gap.För att smörja friktionsytorna på stiftet och hylsan görs ett hål i den senare för att säkerställa flödet av olja från kanalen inuti vevstångsstången.
Vevhuvud.Detta huvud är avtagbart, dess nedre del är gjord i form av ett avtagbart lock monterat på vevstaken.Kontakten kan vara:
● Rak - kontaktens plan är i rät vinkel mot stången;
● Sned - kontaktens plan är gjord i en viss vinkel.
| Vevstång med rak lockkontakt | Vevstång med sned lockkontakt |
De vanligaste delarna med en rak kontakt, vevstakar med en sned kontakt används oftare på V-formade kraftenheter och dieselmotorer, de är bekvämare för installation och minskar kraftenhetens storlek.Locket kan fästas på vevstaken med bultar och dubbar, mindre ofta används en stift och andra anslutningar.Det kan finnas två eller fyra bultar (två på varje sida), deras muttrar är fixerade med speciella låsbrickor eller saxstift.För att säkerställa maximal anslutningssäkerhet kan bultar ha en komplex profil och kompletteras med hjälpdelar (centreringsbussningar), så att fästelementen för vevstakar av olika typer inte är utbytbara.
Locket kan göras samtidigt med vevstaken eller separat.I det första fallet, efter att vevstaken har formats, delas det nedre huvudet i två delar för att göra locket.För att säkerställa en tillförlitlig anslutning och säkerställa anslutningens stabilitet i händelse av tvärgående moment, är dockningsytorna på vevstaken och locket profilerade (tandade, med ett rektangulärt lås, etc.).Oavsett tillverkningstekniken för vevstaken borras hålet i det nedre huvudet i monteringen med locket, så dessa delar bör endast användas i par, de är inte utbytbara.För att förhindra ångning av vevstaken och locket görs markörer i form av märken av olika former eller nummer på dem.
Design av vevstakar av olika slag
Inuti vevhuvudet är ett huvudlager (liner) installerat, gjort i form av två halvringar.För att fixera hörsnäckorna finns det två eller fyra spår (spår) inuti huvudet, som inkluderar motsvarande morrhår på fodren.På den yttre ytan av huvudet kan ett oljepassageutlopp tillhandahållas för att spruta olja på cylinderväggarna och andra delar.
I ledade vevstakar görs ett utsprång med ett borrat hål ovanför huvudet, i vilket stiftet på det nedre huvudet på den bogserade vevstaken sätts in.Själva den bogserade vevstaken har en anordning som liknar en konventionell vevstake, men dess nedre huvud har en liten diameter och är ej separerbar.
Vevstakar är gjorda genom stansning eller smidning, dock kan locket på underhuvudet gjutas.För tillverkning av dessa delar används olika kvaliteter av kol- och legeringsstål, som normalt kan fungera under höga mekaniska och termiska belastningar.
Frågor om underhåll, reparation och byte av vevstakar
Vevstakar under motordrift utsätts för något slitage (eftersom huvudbelastningen uppfattas av fodren i det nedre huvudet och hylsan i det övre huvudet), och deformationer och haverier i dem uppstår antingen vid allvarliga motorfel eller som ett resultat av dess långvariga intensiva användning.Men när du utför något reparationsarbete är det nödvändigt att demontera och demontera vevstängerna, och översynen av kraftenheten åtföljs ofta av byte av vevstakar och relaterade delar.
Demontering, demontering och efterföljande installation av vevstakar kräver överensstämmelse med vissa regler:
● Kåpan på de nedre huvudena bör endast installeras på de "inhemska" vevstängerna, brytningen av locket kräver ett fullständigt byte av vevstaken;
● Vid installation av vevstakar är det nödvändigt att observera deras installationsordning - varje vevstake måste ta sin plats och ha rätt rumslig orientering;
● Åtdragning av muttrar eller bultar måste utföras med en viss kraft (med hjälp av en momentnyckel).
Särskild uppmärksamhet bör ägnas åt vevstakens orientering i rymden.Det finns vanligtvis ett märke på stången, som, när den är monterad på en radmotor, måste vara vänd mot dess front och sammanfalla med pilens riktning på kolven.I V-formade motorer, i en rad, ska märket och pilen se i en riktning (vanligtvis den vänstra raden), och i den andra raden - i olika riktningar.Detta arrangemang säkerställer balanseringen av KShM och motorn som helhet.
I händelse av brott på locket, vid vridning, deformationer och andra deformationer, såväl som vid förstörelse, byts vevstängerna helt ut.Den nya vevstaken måste vara av samma typ och katalognummer som den som installerats på motorn tidigare, men denna del måste fortfarande väljas efter vikt för att bibehålla motorbalansen.Helst ska alla vevstakar och kolvgrupper i motorn ha samma vikt, men i verkligheten har alla vevstakar, kolvar, stift och foder olika massa (särskilt om delar av reparationsdimensioner används), så delarna måste vägas och kompletteras efter vikt.Vevstängernas vikt bestäms genom att ta hänsyn till vikten på vart och ett av dess huvuden.
Demontering, utbyte och montering av vevstakar och vevstakar-kolvgrupper måste utföras i strikt enlighet med instruktionerna för reparation och underhåll av fordonet.I framtiden behöver vevstängerna inte speciellt underhåll.Med korrekt val och installation av vevstakar kommer motorn att ge den nödvändiga prestandan under alla driftsförhållanden.
Posttid: 2023-05-05